Hersteller von Werkzeugmaschine, Richtplatte, Messplatte
Rundlaufprüfgerät
Das Rundlaufprüfgerät wird hauptsächlich verwendet, um den kreisförmigen Rundlauf der Wellenteilen und tellerförmige Teile zu untersuchen. Es hat einzigartiges Design und elegantes Aussehen. Darüber hinaus verfügt dieses Messgerät über hohe Präzision und bequeme Verwendung.
-

- Standard-RundlaufprüfgerätThe standard bench center is principally utilized to inspect the axles, machine parts, and plate type products. It can inspect the ovality, radial runout, accuracy error of end face. Moreover, our measurement tool is unique in design, pretty and elegant in appearance. It is of high precision and can be conveniently used.
The radial run-out between the Mohs cone and Mohs 2# tip 60° conical surface: ≤0.005mm;
Ⅰ. Messgerät
- Durchbiegungstester
- Messuhr
- Hebelmessgerät
Ⅱ. Messverfahren
- Radiales Rundlauf-Management
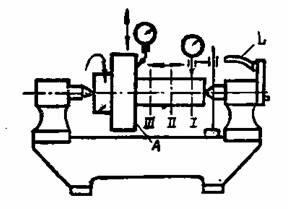
a. Wischen Sie das Teil ab. Legen Sie das Teil zwischen den Spitzen des Durchbiegungsgerätes und stellen Sie dabei sicher, dass es frei drehbar ist, abgesehen von dem Teil mit einem Loch, das auf den Dorn installiert werden muss. Aber kein Axialspiel ist zulässig. Dann ziehen Sie die zwei Reitstöcke zusammen. Wenn Sie das Teil zerlegen müssen, halten Sie das Teil mit einer Hand.
b. Installieren Sie die Messuhr, und stellen Sie den Stab durch und senkrecht zur Wellenachse. Der Messkopf sollten die Teile berühren. Schließlich befestigen Sie den Messuhrständer..
c. Drehen Sie das zu prüfende Teil. Notieren Sie den maximalen und minimalen Wert. Die Differenz zwischen dem maximalen und minimalen Wert gehört zu den radialen Rundlauf-Fehlerwert von I-I Abschnitt.
d. Die Messung sollte auf den drei axialen Abschnitten erfolgen. Der Rundlauf-Fehlerwert des Teils ist der maximale Wert von den drei notierten Messwerten. - Messung von kreisförmigem Rundlauf der Endfläche
a. Klemmen Sie das Hebelanzeiger auf dem Messgerätständer bei dem Durchbiegungsmessgerät. Dann bewegen Sie den Messgerätständer langsam, bis der Messkopf die zu prüfende Endfläche berühren. Spannen Sie die richtige Position des Messstabs von 0,4 mm vor.
b. Drehen Sie das Werkstück und zeichnen Sie den maximalen und minimalen Wert auf. Die Differenz zwischen dem maximalen und minimalen Wert ist der kreisförmige Rundlauffehler von Endfläche.
c. Auf der getesteten Endfläche sind Messungen bei drei gleichmäßig verteilten Positionen durchgeführt. Der maximaler Testwert ist der kreisförmige Rundlauffehler von Endfläche des Teils.